

{kind=link}
I’m trying to print this part out of Filament-PM TPE32 on a Prusa Mk4 with a textured sheet and I’m not having much luck.
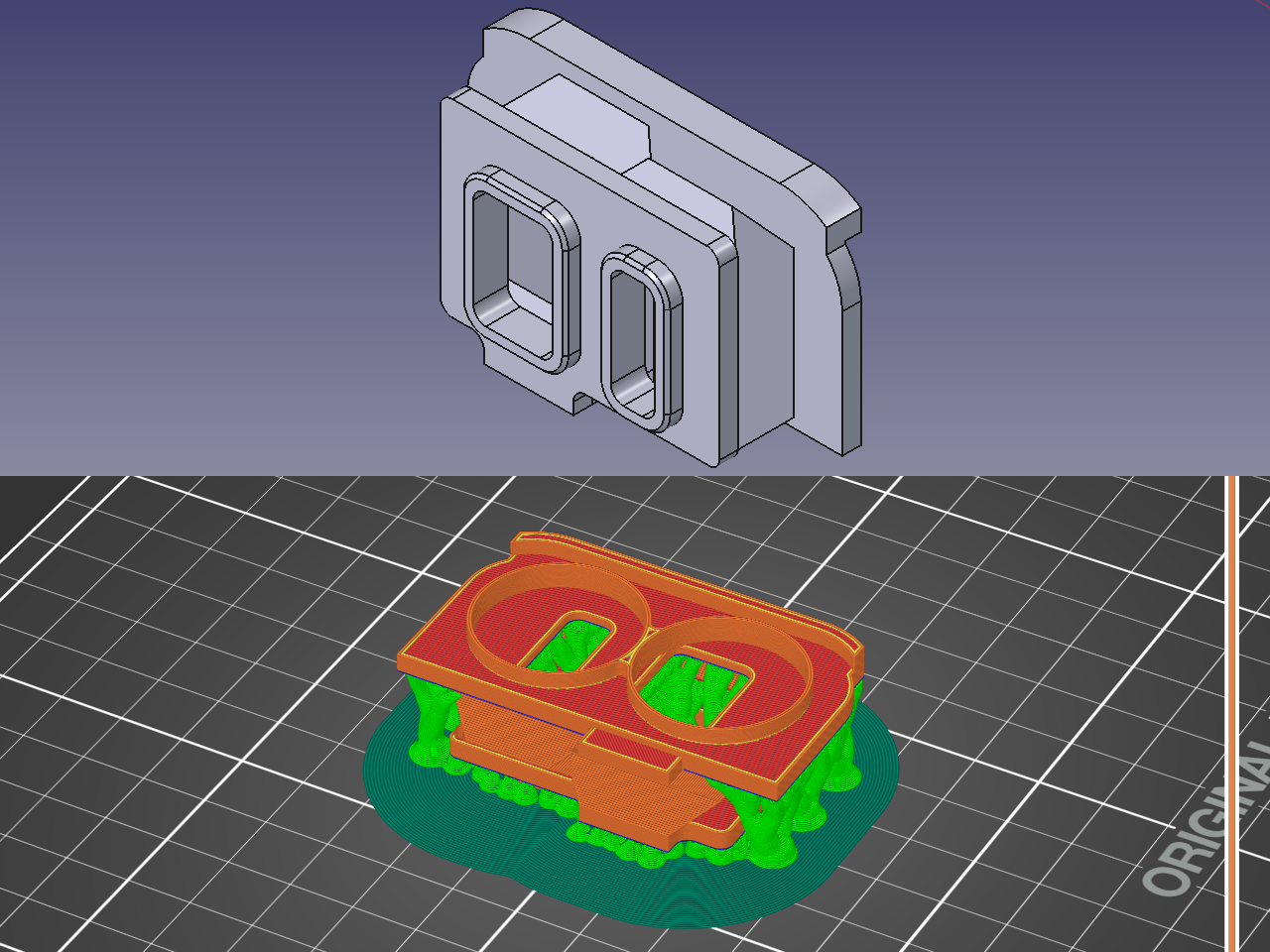
The part is a bellows with a 100%-infill plate at the top and at the bottom. Despite leaving a giant brim inside and out, the whole thing has minimal adhesion to the bed and invariably comes off when the print reaches the top-heavy section of the part.
It’s maybe the 10th print I’m attempting, slowly trying to dial in the parameters. I had to crank up the bed temperature to 47 degrees for the first layer to achieve any kind of adhesion, which is odd. I have other TPU/TPE filaments that stick better (but they’re too hard for my purpose).
I could achieve slightly better adhesion by cranking up the nozzle temperature above 235C, but then it start stringing so bad it leaves raised obstacles almost immediately on the first layer while building the brim, and then the head slams into the obstacles and dislodges the brim at the second layer. The only way to get a good brim (and a good part) is to lower the nozzle temperature to 223C.
Clearly the problem is that the Prusa Mk4 is a bed slinger: it shakes the part loose. We have a Prusa XL on the way that should take care of the problem, but it’s coming in 3 weeks and I need the part now.
Before I slather the bed sheet generously with glue, any advise to make this print succeed on the little Mk4 without making a gooey mess with the glue?
Here’s the PrusaSlicer project file if you’re interested.
To be clear, I’m measuring the relative humidity of the air in the drybox at room temp (72 degrees Fahrenheit / 22 degrees Celsius), not of the filament directly. You can use a hygrometer to do this. I mostly use the hygrometer that comes bundled with my dryboxes (I use the PolyDryer and have several extra PolyDryer Boxes, but there are much cheaper options available) but you can buy a hygrometer for a few bucks or get a bluetooth / wifi / connected one for $15-$20 or so.
If you put filament into a sealed box, it’ll generally - depending on the material - end up in equilibrium with the air. So the measurement you get right away will just show the humidity of the room, but if the filament and desiccant are both dry, it’ll drop; if the desiccant is dry and the filament is wet, it’ll still drop, but not as low.
Note also that what counts as “wet” varies by material. For example, from what I’ve read, PLA can absorb up to 1% or so of its mass as moisture, PETG up to 0.2%, Nylon up to 7-8%… silica gel desiccant beads up to 40%. So when I say they’ll be in equilibrium, I’m referring to the percentage of what that material is capable of absorbing. It isn’t a linear relationship as far as I know, but if it were, that would mean that: if the humidity of the air is 10% and the max moisture the material could retain is 1%, then the material is currently retaining 0.1% moisture by mass. If my room’s humidity is kept at 40%, it’ll absorb moisture until it’s at 0.4% moisture by mass.
That said, this doesn’t measure it perfectly, since while most filament materials absorb moisture from the air when the humidity is higher, they don’t release it as easily. Heating it both allows the air to hold more moisture and allows the filament (and desiccant) to release more moisture.
ah thanks for the insight. somehow I assumed you measure the filament directly, but what you describe sounds good enough. I’ll replicate that in my workshop :)